Cotizar ahora
Obtenga más información sobre cómo podemos respaldar sus objetivos completando el formulario o enviándonos un correo electrónico a
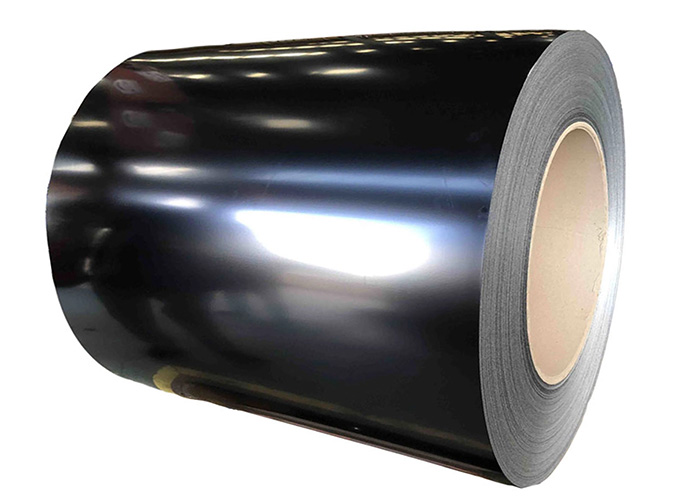
En elaluminio recubierto de bobinaEn la industria de procesamiento, la consistencia del color del recubrimiento es uno de los indicadores principales para medir la calidad del producto. Ya sea que se trate de la construcción de muros cortina, techos interiores, carcasas de electrodomésticos o decoración de plantas industriales, las diferencias de color no solo afectan gravemente la estética, sino que también pueden provocar reelaboraciones del proyecto, quejas de los clientes, un aumento directo de los costos de producción y un daño a la reputación de la marca.
Controlar la consistencia del color de los recubrimientos de bobinas de aluminio no es un proceso de una sola etapa, sino un proyecto de ingeniería sistemático que abarca todo el proceso de "selección de sustrato, control de recubrimiento, optimización del proceso, inspección y aceptación, almacenamiento y transporte". Un descuido en cualquier etapa puede provocar desviaciones de color.

Mucha gente pasa fácilmente por alto el impacto del sustrato en el color del revestimiento. De hecho, la condición de la superficie y la uniformidad de la composición del sustrato de la bobina de aluminio determinan directamente la adhesión del recubrimiento y la presentación del color. Si el sustrato tiene defectos, ni siquiera los procesos posteriores más refinados pueden garantizar la uniformidad del color.
Dar prioridad a las bobinas de aluminio laminadas a partir de lingotes de aluminio de alta pureza, como 1050, 3003 y 5052, y negarse a utilizar sustratos de aluminio reciclado. Mientras tanto, es fundamental un control estricto de la tolerancia del espesor del sustrato, idealmente dentro de ±0,02 mm. Se necesitan múltiples procesos de acabado para garantizar que la superficie esté libre de aceite, capas de óxido y rayones, sentando las bases para una adhesión uniforme del recubrimiento.
Las películas de aceite y óxido en la superficie de la bobina de aluminio afectan la adhesión del recubrimiento y la absorción del color. El proceso de pretratamiento debe estar estandarizado y estrictamente controlado. Se recomienda un tratamiento estandarizado de tres pasos de "desengrasado, lavado con agua y conversión química" para garantizar una limpieza constante de la superficie del sustrato. Al mismo tiempo, se debe controlar el espesor y la uniformidad de la película de conversión química para evitar variaciones de color debido a una película excesivamente gruesa o desigual.
El recubrimiento es el portador principal de la presentación del color. La calidad del recubrimiento, la estabilidad de la fórmula y la precisión de la mezcla son factores clave que determinan la consistencia del color. Muchos problemas de diferencia de color surgen de una selección inadecuada del recubrimiento o de una mezcla no estándar.
Priorice marcas de pintura acreditadas y de alta calidad constante, especificando claramente el tipo de resina (poliéster PE, fluorocarbono PVDF, etc.) y la proporción de pigmento. Asegúrese de que todas las pinturas utilizadas en el mismo proyecto provengan del mismo fabricante y lote. Ligeras diferencias en el contenido de pigmento y la viscosidad entre diferentes lotes pueden provocar fácilmente variaciones de color cuando se mezclan.
Además, seleccione las pinturas adecuadas según el escenario de aplicación: las pinturas de fluorocarbono PVDF se prefieren para aplicaciones en exteriores debido a su fuerte resistencia a la intemperie y su alta estabilidad del color; Las pinturas de poliéster PE se pueden utilizar para aplicaciones en interiores, equilibrando la saturación del color y la rentabilidad.
Durante el almacenamiento y transporte, los pigmentos son propensos a la sedimentación. Es esencial agitar bien antes de mezclar para evitar una distribución desigual del pigmento y un color de recubrimiento inconsistente. Respete estrictamente la proporción de la fórmula y controle la cantidad de diluyente utilizado.
Además, al cambiar los colores de la pintura, limpie minuciosamente el equipo de mezcla y recubrimiento para evitar que la pintura residual contamine la pintura nueva. Esto es especialmente importante para colores con alto contraste; una limpieza incompleta puede provocar directamente variaciones de color.
El recubrimiento y el curado son los procesos centrales para formar recubrimientos estables. Las fluctuaciones en los parámetros del proceso son una de las principales razones de las desviaciones de color en las bobinas de aluminio del mismo rollo o lote. Sólo controlando con precisión los parámetros del proceso se puede garantizar un espesor de recubrimiento uniforme y un color consistente.
Priorice el uso de un proceso de recubrimiento con rodillo de "dos capas y dos horneados". Este proceso logra una unión a nivel molecular entre el recubrimiento y el sustrato al tiempo que garantiza un espesor de recubrimiento uniforme. Controle estrictamente la velocidad de recubrimiento, la separación del rodillo de recubrimiento y la presión: una velocidad de recubrimiento excesiva produce un recubrimiento desigual, mientras que una velocidad excesivamente lenta afecta la eficiencia y puede causar acumulación de recubrimiento. La separación y la presión del rodillo de recubrimiento deben mantenerse constantes para evitar espesores desiguales; una diferencia en el espesor del recubrimiento que exceda los 3 μm dará como resultado variaciones de color significativas. Se recomienda controlar la tolerancia del espesor del recubrimiento dentro de ±1 μm, con un espesor del recubrimiento de PVDF no inferior a 25 μm y un espesor del recubrimiento de PE no inferior a 18 μm.
La estabilidad de la temperatura de curado, el tiempo y la velocidad del aire afectan directamente la calidad de la película y la presentación del color del recubrimiento. Se recomienda utilizar un horno de curado con control de temperatura por zonas para controlar con precisión el gradiente de temperatura del aire caliente y evitar un crecimiento de textura inconsistente debido a diferencias de temperatura localizadas, lo que a su vez afecta la uniformidad del color.
Al mismo tiempo, controle estrictamente la temperatura y el tiempo de curado. El tiempo de curado debe ajustarse según el tipo de recubrimiento para garantizar la reticulación y el curado completos del recubrimiento, manteniendo al mismo tiempo una consistencia total en los parámetros de curado para los productos dentro del mismo lote. Además, durante la producción, mantenga un flujo adecuado de agua de refrigeración en la plancha de impresión para eliminar rápidamente los volátiles condensados y evitar diferencias de color.
Después de un control efectivo de preproducción, la inspección y la aceptación son la última línea de defensa contra la entrada al mercado de productos con diferencias de color. El manejo inadecuado durante el almacenamiento y el transporte también puede dañar el color del recubrimiento y afectar la consistencia.
Durante la producción, utilice un espectrofotómetro en línea para controlar el color en tiempo real. Un sistema de combinación de colores preciso basado en computadora controla la diferencia de color ΔE a ≤1,0, lo que garantiza un color uniforme en todo el rollo y dentro del mismo lote.
Antes de salir de fábrica, cadabobina de aluminio prepintadodebe pasar seis puntos de control de inspección: prueba de composición del sustrato, medición del espesor del recubrimiento, prueba de adhesión, análisis de diferencia de color, prueba de limpieza de resistencia a solventes e inspección de muestreo de resistencia a la intemperie. Los productos que no cumplan con los estándares tienen estrictamente prohibida la salida de fábrica. Durante las pruebas, es fundamental garantizar que todas las pruebas se realicen con fuentes de luz estándar para evitar errores de cálculo debido a diferencias de iluminación. Se deben mantener registros exhaustivos de las pruebas para su posterior trazabilidad e investigación de problemas.
Una vez formado el revestimiento de la bobina de aluminio, se debe almacenar adecuadamente: evite la luz solar directa y los ambientes húmedos para evitar el envejecimiento y la decoloración del revestimiento; Las bobinas de aluminio de diferentes lotes y colores deben almacenarse por separado y etiquetarse claramente para evitar confusiones. Durante el transporte, se deben tomar medidas de protección para evitar rayones y colisiones en la superficie de la bobina de aluminio, y para evitar la contaminación del recubrimiento con aceite y polvo, asegurando que el color permanezca consistente con el color de fábrica cuando el producto llegue al cliente.
Además de los aspectos clave mencionados anteriormente, es fácil pasar por alto algunos conceptos erróneos menores, lo que genera problemas de coherencia del color: en primer lugar, descuidar los factores ambientales. Las fluctuaciones excesivas de temperatura y humedad en el taller de recubrimiento pueden afectar los efectos de nivelación y curado del recubrimiento. Se recomienda controlar la temperatura del taller entre 20 y 25 ℃ y la humedad entre 50 y 60 % para mantener un ambiente estable.
En segundo lugar, el mantenimiento inadecuado de los equipos. El desgaste o el mal funcionamiento de equipos como rodillos de recubrimiento y hornos de curado pueden provocar parámetros de proceso inestables. Son necesarias inspecciones periódicas del equipo para garantizar el funcionamiento normal.
En tercer lugar, resistencia insuficiente a la temperatura del pigmento. El uso de pigmentos cuya resistencia a la temperatura no cumple con los requisitos de temperatura de curado puede causar decoloración durante el curado. Se deben seleccionar pigmentos resistentes a la temperatura adecuados en función de la temperatura de curado.
 productos
productos
Bobina de aluminio recubierta FEVE de primera calidad con excelente formabilidad y estabilidad del color. Perfecto para muros cortina, paneles compuestos de aluminio, decoración de exteriores y proyectos de construcción de alta gama en todo el mundo. ¡Pregunta ahora!
Bobina de aluminio HDPE con calidad de recubrimiento estable, fácil procesamiento y resistencia confiable a la intemperie, ideal para aplicaciones en interiores y exteriores en general a un costo menor. ¡Obtén precio ahora!

Nuestra bobina de aluminio PVDF tiene una excelente resistencia a la intemperie, una larga vida útil de hasta más de 20 años en exteriores, un rendimiento estable y antidecoloración en entornos hostiles, ideal para revestimientos exteriores de edificios y aplicaciones al aire libre. ¡Pregunta ahora!

Nuestra bobina de aluminio recubierta de PE presenta un excelente rendimiento de flexión, amplias opciones de colores y aleaciones, una larga vida útil y un acabado duradero. Tamaños y colores personalizados disponibles para satisfacer las demandas de su proyecto. ¡Obtenga una cotización ahora!
Solicitud

Rollo en espiral para canalones de aluminio disponible en colores populares y varios tamaños, que presenta durabilidad, resistencia a la corrosión y fácil instalación para sistemas de canalones para lluvia. ¡Pregunta ahora!
Bobinas de aluminio para techos Las bobinas de aluminio recubiertas para techos de Haomei Aluminium son bien conocidas por su ligereza, alta resistencia, resistencia a la intemperie y a la corrosión, con una vida útil de 15 a 30 años. También tiene una excelente procesabilidad y se puede adaptar.
Fabricante de bobinas de aluminio recubiertas de color para techos | Recubierto de PE/PVDF, impermeable, anti-UV, larga vida útil. Ligero, de fácil fabricación, ideal para plafones, techos lineales y paneles decorativos. ¡Pregunta ahora!
Hoy en día, las persianas venecianas han trascendido hace tiempo su simple función de bloquear la luz, convirtiéndose en un elemento importante en la decoración tanto del hogar como del comercio, combinando estética y funcionalidad. La aplicación generalizada de bobinas de aluminio prepintadas ha

Conozca qué es la bobina de moldura de aluminio, aleaciones comunes 1100/3003/3105/5052, tamaños populares como 24 × 50, colores, aplicaciones, tipos de recubrimiento, empaque, envío y términos de pedido para molduras exteriores e interiores de edificios.

Bobinas de aluminio de color: livianas, resistentes a la corrosión, duraderas y ricas en colores, ideales para persianas enrollables en tiendas, garajes y fábricas. Varias especificaciones, opciones de aleaciones, colores personalizados y empaques profesionales para todos los escenarios. Obtenga más información.
Blog

Conozca las pruebas sistemáticas de control de calidad para los recubrimientos de bobinas de aluminio revestido, incluida la apariencia, el rendimiento del núcleo (adherencia, espesor, dureza), la adaptabilidad ambiental y las pruebas auxiliares para garantizar la durabilidad, la seguridad y el cumplimiento.

Las preguntas candentes sobre láminas de aluminio revestidas se respondieron claramente, incluidos los tipos de revestimiento, el espesor, el uso en exteriores, los precios y los controles de calidad.

Para compradores B2B de construcción/decoración/industrial: una guía completa para elegir un fabricante confiable de láminas de aluminio recubiertas de color. Verifique las calificaciones, la calidad del producto (aleación 1060/3003, revestimiento de PE/PVDF), personalización, posventa y precios para evitar ri.
En los sectores de fabricación industrial y revestimiento de edificios, "reemplazar el acero por aluminio recubierto" se ha convertido en una tendencia importante en la transformación ecológica y ligera. Bobinas de acero recubiertas de color (PPGI/PPGL), como materiales tradicionales,
En la industria de procesamiento de aluminio recubierto en bobina, la consistencia del color del recubrimiento es uno de los indicadores principales para medir la calidad del producto. Ya sea que se trate de la construcción de muros cortina, techos interiores, carcasas de electrodomésticos o decoración de plantas industriales, el color d
RECORRIDO POR LA FÁBRICA Haomei Aluminum está comprometido con la innovación tecnológica y la actualización de equipos, equipando nuestra base de producción con líneas de producción inteligentes avanzadas, que incluyen líneas de recubrimiento continuo, máquinas de corte de precisión y equipos de estampado.
Con casi 30 de 20 años de experiencia profesional en recubrimientos de metales, podemos ofrecerle bobinas de aluminio recubiertas de PE/PVDF/HDPE/FEVE con aleaciones y colores de alta calidad. Además, somos uno de los pocos aplicadores de recubrimientos que puede replicar materiales naturales como piedras, mármol y madera sobre superficies metálicas con pintura.

Las líneas de producción de recubrimiento de color de alta velocidad totalmente automáticas de Haomei Aluminum incorporan tecnología avanzada de recubrimiento con rodillos de precisión de dos capas y dos horneados. Toda la línea está controlada por un sistema de automatización inteligente que garantiza un recubrimiento uniforme, una velocidad estable y una alta eficiencia. Gracias al control preciso del espesor del recubrimiento y al control de temperatura de circuito cerrado, nuestros productos ofrecen excelente resistencia a la intemperie, a la corrosión, estabilidad del color, resistencia al rayado y una larga vida útil.